Нижний Новгород
Нижний Новгород
-
Каталог
-
Распродажа

- Электроды
-
Сварочная проволока
- Проволока сварочная СВ08Г2С кассеты
- Проволока сварочная СВ08Г2С мотки
- Проволока сварочная СВ08Г2С бочка
- Проволока омедненная для сварки СВ08Г2С кассеты
- Проволока омедненная для сварки СВ08Г2С бочка
- Проволока омедненная для сварки СВ08Г2С/08ГС кассеты
- Проволока сварочная СВ08ГА кассеты
- Проволока сварочная СВ08ГА мотки
- Сварочная проволока СВ08А в прутках
- Канаты стальные
- Флюс сварочный
- Круги абразивные
- Проволока канатная
- Проволока ОК
- Сетка тканая
- Сварочное оборудование
- Гвозди строительные и дюбель-гвозди
- Монтажные патроны и пистолеты
- Преобразователи частоты FUJI ELECTRIC
-
-
О компании

-
Условия сотрудничества
- Доставка
-
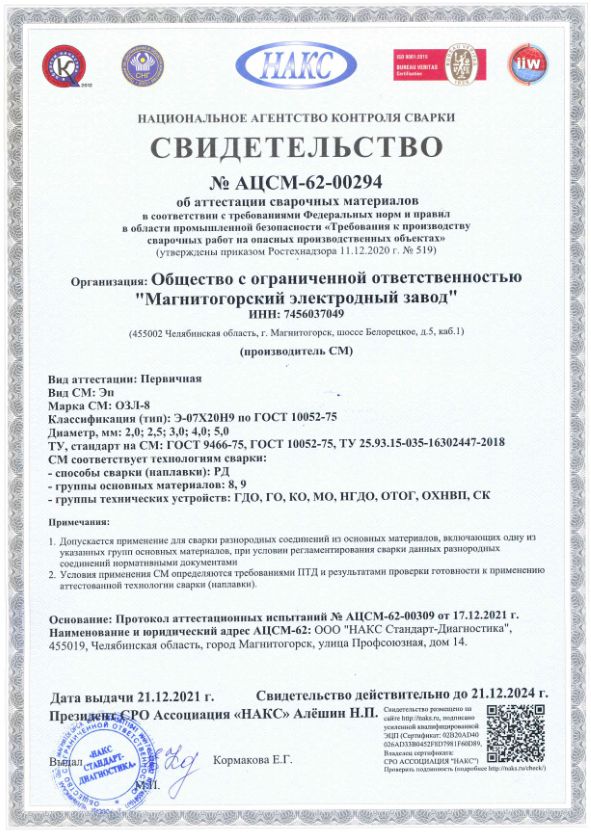
Сертификаты
- Где купить
- Контакты
0 шт.
0.00 руб.